
螺柱焊接前除锌的核心目的是消除焊接区域锌层,避免焊接过程中锌蒸汽产生气孔、裂纹等缺陷,保障螺柱与基材的焊接强度。
螺柱焊场景下的核心差异(原理与适配性)
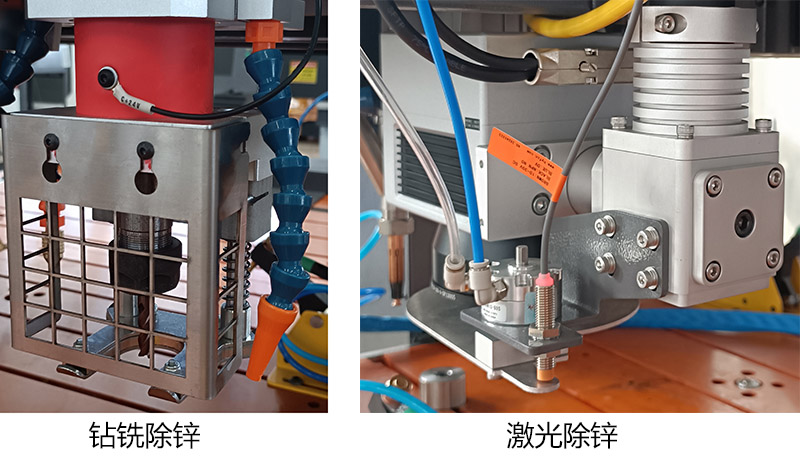
激光除锌
激光除锌属于非接触式表面处理技术,利用高能量密度的激光束照射工件表面的锌层。激光能量被锌层快速吸收,使锌层瞬间升温至熔点或沸点,发生汽化剥离或热震脱落,从而实现锌层与基材的分离。
原理:聚焦激光束精准汽化 / 剥离焊接点锌层,非接触、热影响区极小(<0.1mm),不损伤基材与螺柱定位精度。
适配场景:M3–M10 小直径螺柱、密集点位、薄壁板(≤1.5mm)、精密机箱 / 机柜 / 新能源车身等,支持自动化定位与路径编程,适合高节拍产线。
关键优势:除锌边界可控(±0.2mm),无机械应力,焊后背面无变形,无需二次打磨。
注意事项:需匹配功率(500–1500W 光纤激光)、离焦量与扫描速度,避免功率过高烧蚀基材。
钻铣除锌
钻铣除锌属于接触式机械切削技术,通过钻铣刀具的旋转切削作用,直接将工件表面的锌层铣削去除,本质是通过物理力剥离锌层。
原理:选用三刃硬质合金铣刀,旋转铣刀切削焊接区域锌层,接触式机械去除,适合厚锌层(>50μm)与大面积预处理。
适配场景:除锌效率高,适合大面积、厚锌层的批量处理,设备成本相对激光设备更低。
关键优势:除锌效率高(是激光的 2–3 倍),耗材仅铣刀,适合对表面精度要求低、后续有打磨工序的场景。
注意事项:控制转速(3000–6000rpm)与进给量 0.1mm/r,切削深度略深于锌层厚度;
综上所述:
激光除锌适合高精度、自动化与薄壁 / 异形件,适合薄锌层(5–50μm),优先适配 M3–M10 小直径螺柱
钻铣除锌适合厚锌层(50–200μm)、批量低成本场景,优先适配 M12 以上大直径螺柱
总之,激光、钻铣两种除锌方式,各有千秋,因势利导。

扫一扫
扫一扫
 19337961673
19337961673
 豫公网安备 41030502000440号
豫公网安备 41030502000440号